Оптический цифровой автоматизированный измеритель отклонений от прямолинейности и соосности ОПТРО-ППС-031 (Digital Micro Alignment Telescop-Autocollimator)
Прибор ОПТРО-ППС-031 предназначен для измерения непрямолинейности, непараллельности, неперпенднкулярности и негоризонтальности плоских поверхностей изделий, а также для измерения несоосности отверстий методом визирования.
Прибор ОПТРО-ППС-031 обеспечивает автоматизированный режим измерений в линейных единицах отклонений от прямолинейности, параллельности и перпендикулярности поверхностей и соосности отверстий на объектах, протяженностью до 30 и более метров без участия оператора. В качестве измерительного датчика используется телевизионная цифровая КМОП-камера. Обработка массивов видеоданных и вычисление результатов измерений производится с помощью специализированного программного обеспечения.
Марка представляет собой оптический транспарант с рисунком в форме окружностей разного диаметра с единым центром. Осветителем марки является матрица светодиодов. В базе данных для работы программы используется таблица, включающая номер окружности, диаметр и относительную ширину колец между соседними окружностями. Значения диаметров окружностей описываются некоторым функционалом, позволяющим вычислить ряд значений относительной ширины колец и использовать этот ряд для автоматизированного распознавания номера окружности.
Форма марки обеспечивает возможность измерений в диапазоне от 0 до 30 метров: при малых дистанциях формируется изображение центральных окружностей малого диаметра; при больших дистанциях окружности малого диаметра перестают разрешаться и для измерений используется изображение периферийных окружностей большого диаметра.
В процессе измерений для каждого положения оптической марки производится автоматически по программе:
а) автоматическая фокусировка изображения оптической марки на матрице ТВ камеры;
б) измерение масштаба изображения, а точнее увеличения (уменьшения) оптической системы (путем измерения диаметра окружностей, их сопоставления с номинальными размерами и вычисления средневзвешенного значения);
в) измерение расстояния до оптической марки (по табличной базе данных, связывающей масштаб изображения (увеличение) с дистанцией);
г) измерение положения центра изображения оптической марки на матрице (путем измерения координат центра для каждой окружности и определения средневзвешенного значения для всей совокупности анализируемых окружностей на изображении марки),
д) вычисление смещения центра изображения оптической марки относительно координаты следа визирной линии.
е) вычисление смещения центра оптической марки в пространстве предметов относительно базовой линии.
Следом визирной линии является точка пересечения визирной линии с плоскостью светочувствительной матрицы ТВ камеры.
Выполнение всех перечисленных измерительных процедур основано на цифровой обработке изображения марки на матрице ТВ камеры. При этом цифровая технология позволяет использовать множество уровней усреднения результатов измерения, в частности:
1) усреднение результатов измерения координат центра для всей совокупности окружностей изображения марки в каждом зарегистрированном кадре,
2) усреднение результатов измерения в единичном измерении для заданной совокупности кадров,
3) усреднение результатов измерения для заданной совокупности единичных измерений,
4) усреднение результатов измерений для заданной совокупности фокусировок.
Это позволяет получить с высокой точностью не только результат измерения, но также оценку величины случайной погрешности, отражающей качество измерения.
Величины отклонений точек реальной поверхности объекта измерения от линии визирования определяются в двух взаимно перпендикулярных плоскостях.
При измерениях за базу принимают прямую линию, проходящую через две крайние точки контролируемой поверхности.
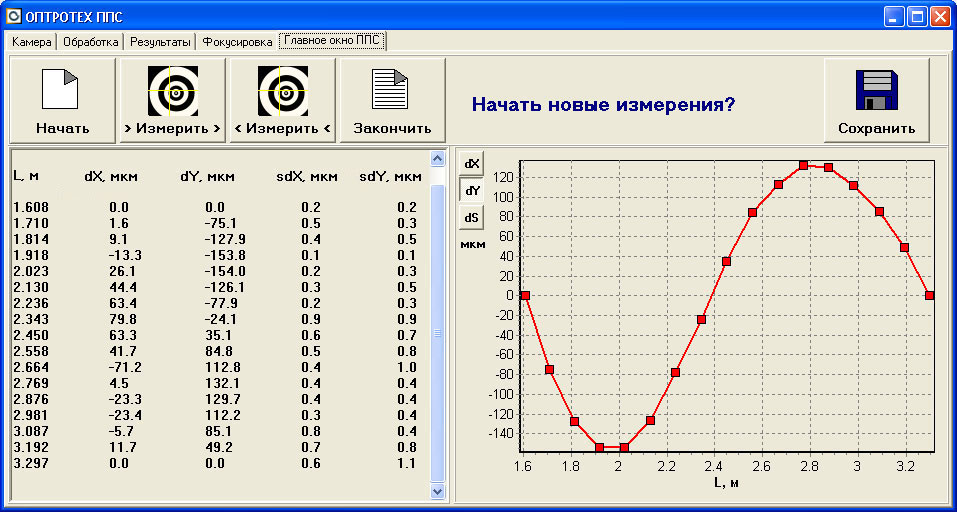
Протокол измерения профиля станины в диапазоне дистанций 1.6 – 3.3 метра от прибора.
Кнопки dx, dy и ds отображают возможность мгновенного получения графиков отклонений по осям X и Y, а также суммарной величины отклонения для каждой точки.
Результат измерения координаты для каждого значения дистанции получен путем усреднения 5 измерений, причем каждое измерение получено для совокупности 5 кадров.
В соответствии с данным протоколом СКО sdX и sdY координат профиля (по осям Х и Y) не превышает 1.1 мкм.
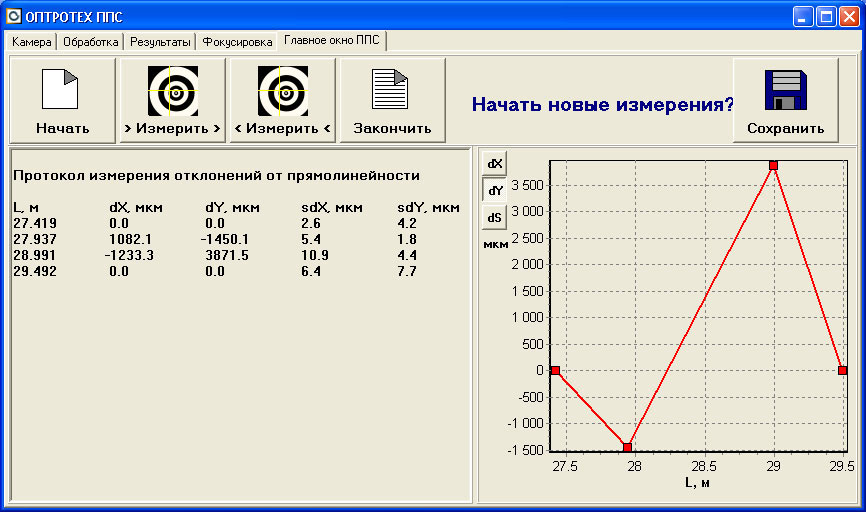
Протокол измерения профиля станины в диапазоне дистанций 27.4 – 29.5 метра от прибора.
В соответствии с данным протоколом СКО значений координат профиля sdX и sdY (по осям Х и Y) не превышает 10.9 мкм.
Стандартным методом оценки погрешности измерений для визирных приборов является определение разности результатов измерений для двух положений прибора с поворотом относительно оси трубы на 180 градусов.
На графиках представлены результаты двух серий измерений отклонений профиля для двух положений прибора (0 и 180 градусов), а также погрешность измерений для каждой измеренной точки профиля как разность (сумма) двух серий измерений. На обоих графиках по оси Х отложены значения дистанции в метрах, на которых проведены измерения, по оси Y – значения отклонения от базовой линии и погрешность в микрометрах, соответственно.
Таким образом погрешность измерения в диапазоне дистанций 0.7 – 3.5 метра не превышает нескольких микрометров.
При наличии автоколлимационного модуля (по требованию Заказчика) прибор может использоваться для юстировочных операций по выведению центра кривизны зеркальных оптических элементов на ось визирования.
Технические характеристики ОПТРО-ППС-031:
| Диапазон измерения по дальности,* |
0.3 – 30 метров |
| Увеличение (обратное) визирной трубы в диапазоне 0.3 - 30 метров |
от 0.6 до 58 крат |
| Непараллельность линии визирования и оси наружного цилиндра |
15" |
| Посадочный диаметр визирной трубы |
64 мм |
Пределы допускаемой основной погрешности измерения отклонений от прямолинейности, мкм
где L - расстояние от торца визирной трубы до марки в м. |
± (5+2 L) |
* По требованию Заказчика диапазон измерения по дальности может быть увеличен до 50 - 100 метров.
Читать также:
Исследования:
|